


STOLARSKI POGON
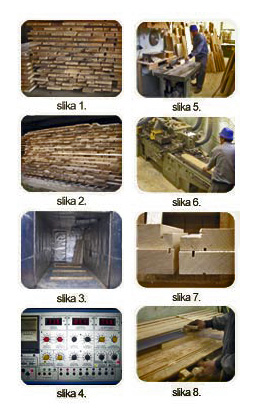
Početak izrade krovnih prozora kreće od prijema čamove rezane građe u sirovom stanju, debljine 48 mm i odgovarajućeg kvaliteta (slika 1).
Građa se sortira i vitla i do prijema u sušaru prosušuje pod spoljnim vremenskim uslovima (slika 2).
Sušara je automatizovana i vlaga se iz drveta izdvaja kondenzacijom vlage iz vlažnog vazduha, a bez razmene sa spoljnim vazduhom (slika 3, 4).

Kondenzaciju obavlja toplotna pumpa (agregat) koji ujedno vrši i dogrevanje vazduha. Uz minimalnu potrošnju energije ostvaruje se veoma kvalitetno i dovoljno brzo sušenje čamove, kao i druge građe. Sušara je vrlo jednostavna i ne zahteva posebno održavanje. Drvo se suši na 12±2% vlage.
Daska iz sušare ide na mašinsku obradu gde se modifikuju elementi štoka i krila do svog konačnog oblika (slika 5).
Pored klasičnih mašina glavni oblik elementima daje „Weinig“ –ova četvorostrana rendisaljka (slika 6).

Kompleksnost povezivanja drveta i lima u finalni proizvod je dovelo do tesne saradnje konstruktora i zajedničkog nalaženja rešenja za oblik elemenata. Konstrukcija i kvalitet elemenata isključuju mogućnost deformacije prozora, a istovremeno omogućuju laku montažu, ugradnju, rukovanje i održavanje prozora (slika 7).
Drvo se posle mašinske obrade, a pre i posle lepljenja brusi (slika 8).
{kind=link}
LIMARSKI I BRAVARSKI PROGRAM
Krovni prozor pored drvenog dela sastoji se i od limenih delova:
Limene trake seku se u ploče te se kasnije vrši krojenje istih pomoću sledećih mašina:
-Makaze giljotinske hidraulične širine 3,1m.
-Odnosno na malim hidrauličnim makazama Grickalici.

Nakon toga ti iskrojeni elementi se deformišu savijanjem na hidrauličnoj presi za savijanje i to bilo korišćenjem univerzalnih alata za savijanje ili specijalno napravljenih alata. Postoje dve grupe ovih alata: alati za ”deformaciju” limova i alati za spajanje limova koji služe za izradu elemenata spoljnjeg dela krovnog prozora i za izradu opšivnih limova koji služe kao veza između krovnog prozora i krovnog pokrivača.